在模具行业中,一般将零件外表面称为A级型面(以下简称A面),即表示必须达到最高品质的型面,不允许存在任何表面质量缺陷(以下简称A面缺陷),因此每套外覆盖件模具在调试阶段,调试人员都会将大部分人力、物力、时间投入到解决A面缺陷的工作中去。 2012年,随着模具中心在模具数据处理阶段首次系统地引入模面工程,作为重要组成部分的A面缺陷修复技术被运用在了VW373侧围项目中并取得了良好的效果。在其后的时间内,模面中心编程室通过不断地学习、研究、扩展,逐渐摸索出了一些自主独创且较为有效的方法,可以独立完成A面缺陷修复工作,同样能达到消除理论A面缺陷。
1. 型面检测方法
在着手修复A面缺陷之前,首先要了解如何辨别A面缺陷。缺陷的表现形式虽然五花八门,但归根结底,其种类无非是曲率发生突变、曲面内部或外部存在连续性问题两类,因此可以将A面缺陷分为曲率缺陷、连续性缺陷两大类,而在模具中心广泛使用的软件中,一般都具备检测这两大类缺陷的高斯曲率及斑马线检测功能。为了便于描述,下文的所有演示内容均在Tebis软件环境下进行。
1.1 高斯曲率检测
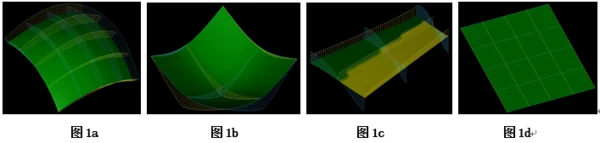
首先介绍一下各类曲率的概念及曲率梳的含义。曲率按照在曲面上的正负关系,共可分为4种,分别是全正曲率(图1a)、全负曲率(图1b)、正负曲率(图1c)以及零曲率(图1d);而曲率梳的长短则代表了曲面弯曲的程度,曲率梳越长表示曲面越弯曲,曲率梳越短则表示曲面越平坦。
从图1a来看,曲面上的T方向曲率线(简称T线,黄色,下同)以及S方向曲率线(简称S线,蓝色,下同)都呈现外拱趋势,且曲率梳都位于曲面上方,说明曲面T、S方向为正正曲率时,该曲面被标为绿色;从图1b来看,曲面上的T线和S都呈现内凹趋势,曲率梳都位于曲面下方,说明曲面T、S方向为负负曲率时,该曲面同样会被标为绿色,但曲率梳方向与正正曲率相反;从图1c来看,曲面上的T线位于曲面上方,说明该曲面在T方向是正曲率,而S线则一半位于曲面上方,一半位于曲面下方,说明该曲面在S方向是正负曲率各占一半,说明曲面T、S方向部分为正正曲率、部分为正负曲率时,正正曲率部分会被标为绿色,而正负曲率部分则会被标为黄色;从图1d来看,由于平面不存在任何曲度,因此其上的T线和S线都处于零位位置,是一条直线,说明零曲率的平面也是由绿色标示。








































")

