由于外形气动要求,航空结构件存在大量单向(直纹曲面)或双向曲面造型,基于结构特点,加工时常常需要大量应用五轴联动策略。常规零件或模具加工时,对曲面的处理多采用球面拟合行切的算法,通过减少步进距离以及密集的点分布策略来降低弦偏差,以达到高质量的加工表面。对于航空结构件而言,因其零件结构刚性弱,加工效率要求高等特点,行切方法可用范围小,通常只局限于底部造型和底角连接处的清根操作,而对于侧壁轮廓,特别是薄壁结构无法实现。
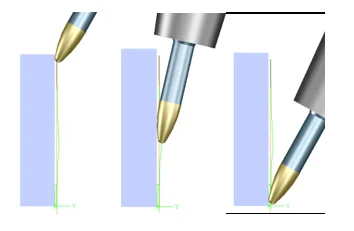
侧刃拟合加工是针对直纹曲面侧壁造型的一种有效方法,“S件”机床性能测试即基于此方法提出,与球面行切的方式相比,侧刃拟合加工精度要求更偏重于刀轴矢量插补的形式和密度,而非刀位点分布。这样的加工方式对机床五轴联动的精度和运动性能都有较高的要求,因此被用作机床性能测试的一项标准。相对而言,双摆轴形式的机床,虽然在行程上受限较大,但对于矢量插补有着更好的适应性,而常用的转轴-摆轴机床,则需要在短时间、短距离内执行大量的变角运动,往往导致加工表面出现过欠切现象。因此为了更好加工拥有此类结构特点的零件,zimmermann公司专门推出了一款6轴设备,以同时满足矢量插补准确和行程范围足够的要求。
侧刃拟合加工的另一个挑战在于加工侧壁面的高度和转角,因其加工刀具直径受到结构造型转角的限制,而刀具有效加工长度受到侧壁高度的限制,加工刀具的刚性常常成为瓶颈。锥度铣刀(铅笔刀和燕尾刀)的使用,以圆锥侧刃替代圆柱侧刃(有效运算接触都是一条直线),通过圆锥段的角度,一是实现了刀柄处的避让,二是可以选择直径更大刀柄来增强刀具刚性,三是圆锥前端的球头可以加工出较小的底角或转角。这种刀具造型的应用,实现了短刀加工深腔、一刀多用同时实现侧壁加工和清根、以及用侧刃拟合加工底面,为五轴联动加工的多样化提供了便利。
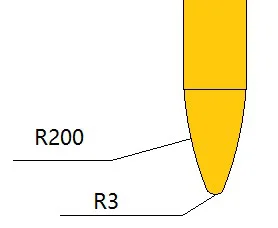
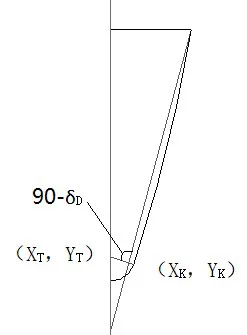
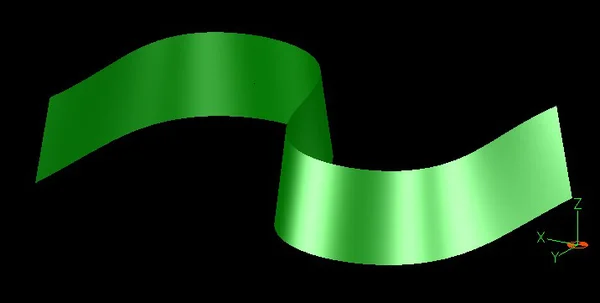
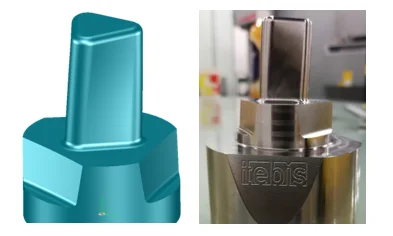
分段圆弧轮廓铣刀在锥度铣刀的基础上,将圆锥体轮廓圆弧化,形成类似水滴造型(图1、2),因此也被称作水滴刀。相对普通锥度铣刀,分段圆弧铣刀有着更高的加工灵活度,为侧壁形面加工开启了新思路。
文章默认长度单位为毫米(mm),角度单位为度(deg)












































")

