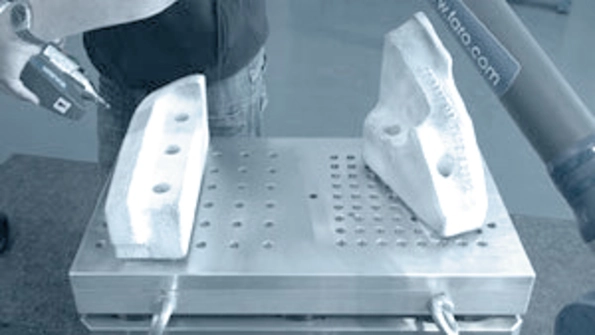
在数字化数据(点云)的基础上,便可简便快捷地创建 3D-CAD 曲面(例如模具嵌装件),并接着进行加工。较高的精度确保无需经过重新的模具调试环节即可更换模具嵌装件。正是因为这样才可将已调试的模具作数字化处理,例如将已经研磨处理过的圆角避让在 CAD 系统里作逆向工程处理。
在单件或者组装环节,可在数字化数据的基础上通过在CAD/CAM流程中比较设定值与实际值而拟定和实施补偿措施。由此既可对尺寸修正也可对表面优化进行高效快捷的处理。在屏幕上就可比较模具和工件状态。这样便可决定是在车间直接贯彻执行这些变化,还是将其引入设计环节。在设计变更方面,可将 1:1 的数字化数据用于设定修正数据,以确保更高的精度。
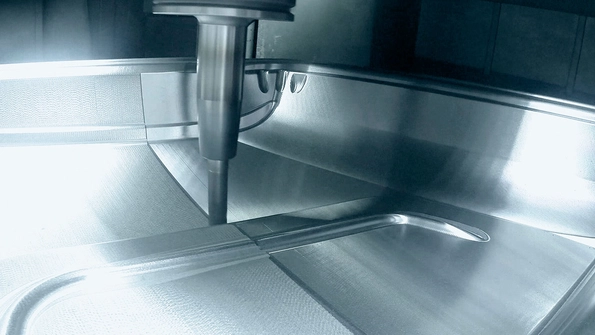
在加工流程方面,数字化功能同样起一定的作用。在这里,粗加工耗时较长。特别是在模具制造领域的大型工件方面,需要制作铸造模型。其中问题在于铸造件与设计件不为一致。如果直接在铸件到场时进行数字化,就可产生一个可靠且人工操作量很少的CAD/CAM流程。此外还可缩短在机床上的加工时间。选项:即使是已经加工完毕的模具部件,数字化处理也是值得的:为了检验模具功能,应在加工后将零件数字化,并接着将其在 CAD/CAM 系统内进行虚拟组装,然后检查潜在的碰撞风险。只有在排除错误后,才允许将模具送交组装和调试。







































")

